アルミ切削にセミドライ給油(MQL)を導入する
金属の切削加工において、欠かすことのできない切削油。主流であるクーラントノズルとは別に、クリーンで手軽な方法があります。極微量の油を冷たいミストにして吹き付けるセミドライ給油(MQL加工)です。本コラムでは、セミドライ給油の基本的な特徴と、主な用途を解説します。
クーラントホースは本当にベストの給油方法か?
アルミや鋼、ステンレスなどの切削・切断加工。マシニングセンタやNC旋盤でも、バンドソーやボール盤での手動の加工でも、必要不可欠なのが給油です。給油は切削加工時の摩擦抵抗を減らし、刃物を冷やし、高熱の切りくずを排出します。この3つの働きにより、加工熱でワークの精度が狂うのを防ぐとともに、工具の寿命を延ばしているのです。
切削加工での給油というとまず思い浮かぶのが、マシニングセンタやNC旋盤で使われるクーラントホースでしょう。ポリアセタール製のホースとノズルをつなぎ合わせ、加工点に向かって切削油をかけ流します。また、こうした自動機には、工具に開いた貫通穴からダイレクトに切削油を噴出する高圧クーラント装置(センタースルークーラントなど)を備えているものもあります。
簡単低コストなセミドライ(MQL)給油
しかし、機械がフルに覆われていない汎用旋盤やボール盤、切断機では、こうした装置を使うことはできません。また自動機による加工でも、アルミや真鍮材はあまり熱を放出しないため、もっと簡易的な方法で十分なこともあります。
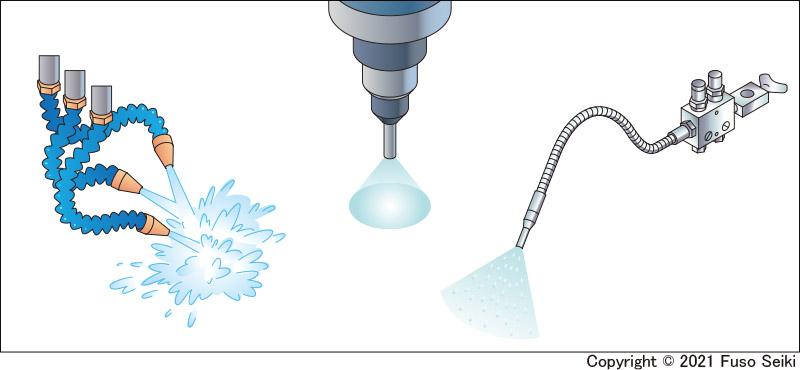
そんなユーザーにとって、第三の選択肢となるのがセミドライ給油(MQL加工)です。これは、毎時5〜60mL程度の極微量の切削油をミストにして刃先に吹き付ける給油方式。細かく霧化された油の粒が熱くなった工具に触れると瞬時に蒸発し、その際に熱を奪って工具を冷やします(これを気化冷却と言います)。またこのミストはエアの勢いにより、加工時に発生する切りくずを遠くへ排出します。限りなくドライ(給油なし)に近い、低コストで簡単な切削が可能になります。
ノズル2本タイプなら刃の両面に給油できる
では、扶桑精機(株)のセミドライ給油機「マジックカット e-ミスト」の使用事例をいくつか見ていきましょう。
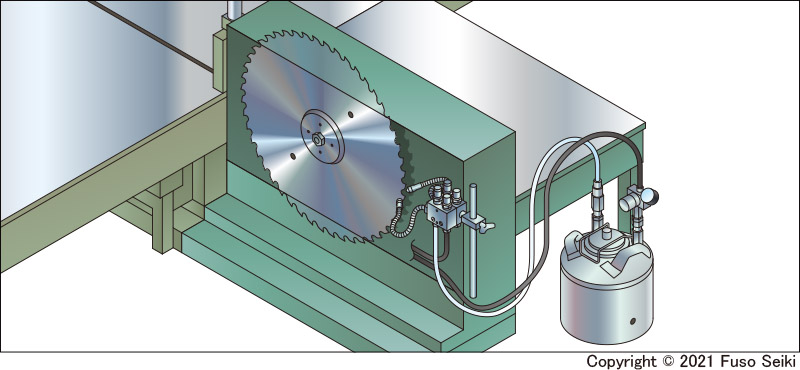
これは金属切断機にマジックカットを取り付けている事例です。丸のこ(メタルソー)が切断後に戻ってくるボックス内に支柱を立て、2軸(2台連結)のマジックカットを固定しています。
板材や角材の切断により多量の摩擦熱が発生すると、高温になった切りくずが刃先に溶着し切れ味が悪くなります。そのまま使っていると、刃欠けや怪我の原因となるため、刃先の潤滑、冷却が必要です。
マジックカットの本体(アトマイザ)は縦50×横60×幅20ミリとコンパクトなため、スペースがないところでも無理なく設置できます。2軸にすれば、刃の両面に油を付けることができます。スプレーするタイミングは、切断機から取った信号を電磁弁に入れ、エアのオンオフにより制御します。板材や角材の切断は切削加工ほど熱を発しません。そのためアルミはもちろん、ステンレスやチタンなどの硬い材料も、セミドライで対応できます。
採用実績の多いバンドソーへの給油
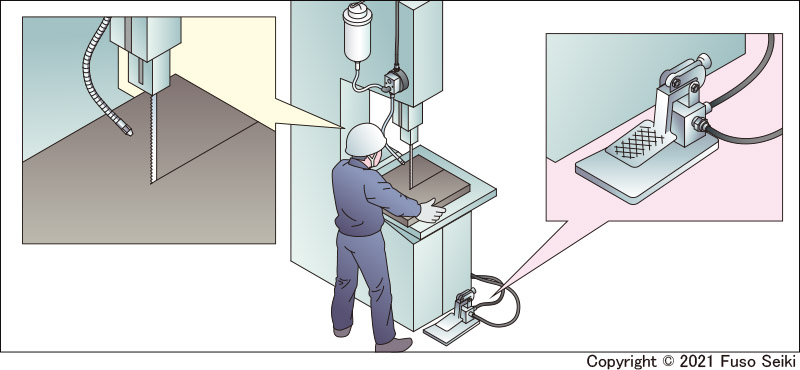
同じく切断でよく使われるのが、バンドソータイプの切断機です。刃の回転スピードが速く、切断面が美しく仕上がる機械です。鋼管、ステンレス管、丸棒、アルミサッシなどの切断によく使われます。上の例では、切断機の側面にマジックカットをマグネットで直付けし、先端のノズル部を刃先に向けています。スプレーのタイミングはフットペダルで制御しています。
作業者が近くにいる場所でのスプレーは、作業者が油を吸い込んでしまうことを懸念する方もいるでしょう。気になる場合は、ミストコレクタを併用してください。ただ、セミドライ給油は極微量の油を霧化して吹き付ける装置のため、連続で噴霧しない限り、大気中に放出される油はごくわずかにすぎません。
さらにマジックカットでは、用途ごとにオプションのエアキャップ(エアノズル)をご用意しています。標準のエアノズルは冷却や切粉除去を行えるよう、油量少なめ、エア圧力高めの設定で使うことを想定しています。刃先の潤滑を重視する場合には、オプションの先端カットエアノズルがおすすめです。油量多め、エア圧低めの設定でも、きれいにソフトにスプレーできるため、油の飛散を最小限に抑えられます。上のイラストでも、先端カットエアノズルが付いています。
刷毛塗りからの切り替えで作業効率が向上する
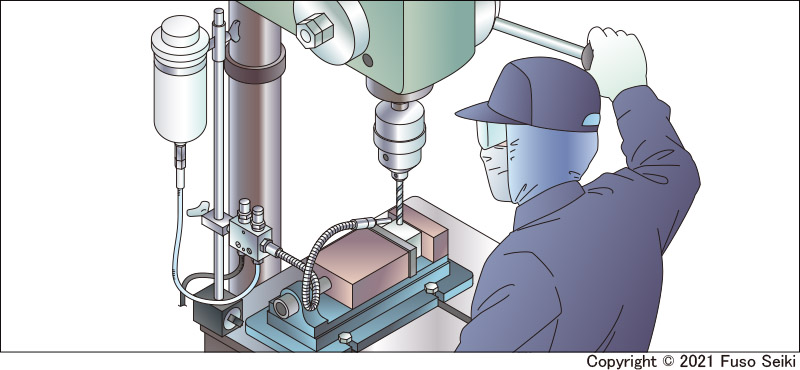
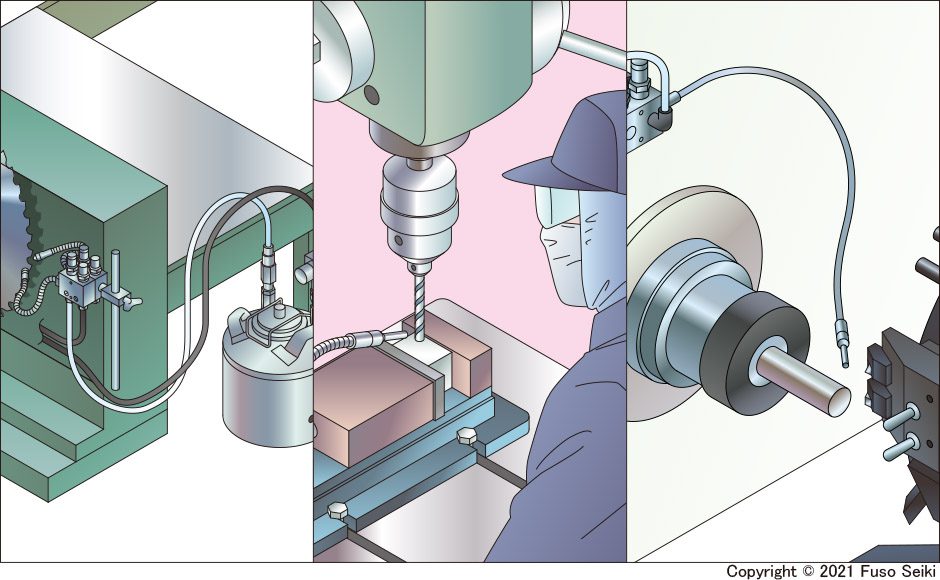
ボール盤でのドリル穴開け、タップ機でのネジ立てでも、マジックカットはよく使われます。刷毛塗りの場合、作業者は加工後にブラシを持って油を塗り、またブラシを置いて、次のワークをセットします。これをフットペダルでの給油に切り替えると、ワークと刷毛を持ち替える手間が省け、作業効率が大幅に向上します。またタップには転造タップと切削タップがありますが、切削タップで発生する切りくずの除去もできることも、マジックカットの利点です。
超精密加工はセミドライ給油の得意分野
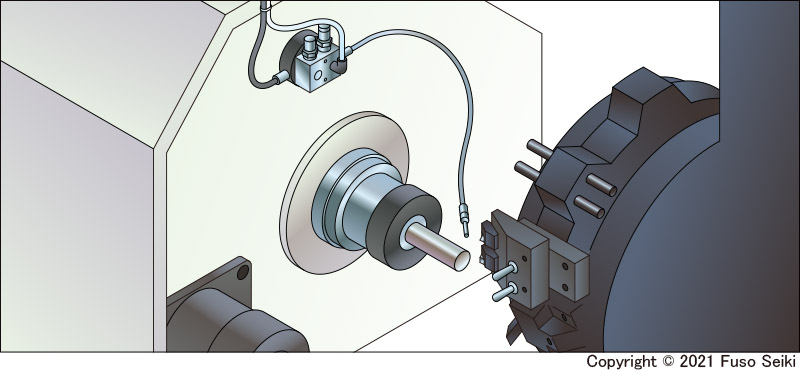
もちろんNC旋盤や正面フライスでも、マジックカットは使われています。ただし、加工中にタレットなどが動くため、ぶつからない位置に固定するようご注意ください。またステンレスやチタンなどの切削加工は多くの熱を放出するため、セミドライ方式では冷却力が不足する可能性があります。そのため、切削加工に使う場合は、真鍮やアルミ材の方が適しているでしょう。
またマイクロメートル、ナノメートルスケールの超精密加工は、MQLの得意とするところです。超精密加工は加工スピードが遅く、大きな熱が発生しないためです。マジックカットでも、多くの実績があります。先端カットノズルを装着し、エア量を絞ってソフトに吹き付ける使い方がされています。
上述のように、マジックカットには用途や使用条件に応じて、さまざまなオプションエアノズルや噴射管、周辺機器があります。詳しく知りたい方はカタログをご参照ください。またご不明な点はお気軽にお問い合わせください。